1.目前对于低温鹤管和低温撬装系统,公司采取的总体思路是充分利用外部资源,结合自身的技术优势,对于关键和核心技术部件主要采取协作加工的模式,寻找制作轴承等精密部件的制造厂家进行旋转接头的加工制造,使得旋转接头的加工精度更高。
2.整个制造流程是,公司根据图纸要求采购锻件~然后进行旋转接头内胆焊接~我们自己进行生冷处理~然后送精加工厂家进行加工制造~对轴承进行装配检验轴向调动量(不合格的进行返工)~加工完毕后送专门从事模具研磨的厂家进行密封面抛光~检验人员去现场进行密封面粗糙度的检验(不合格的进行返工)~合格后进场内进行组装焊接。这样的流程可以更好地控制质量,并及时对不合格进行发现和处理。
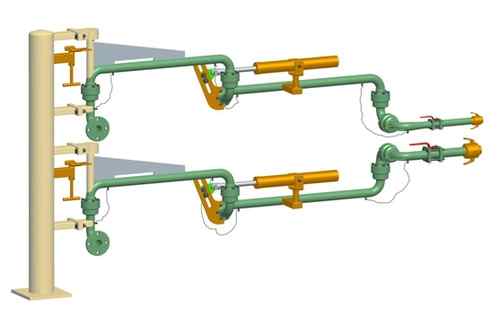
3.撬装系统主要是部件的采购,采购到位后对部件进行初步检验,然后邀请专业配管队伍进场进行厂内的撬装连接管的焊接制造和组装,配管队伍都是具有资质和同样产品制造经验的专业配管人员组成。
4.代组装焊接完成后,对整个自动化控制系统进行安装和调试,模拟工艺流程对控制系统的可靠性进行检验,并修正不完善的程序。这样可以及时发现初步设计问题,并有利于批量生产。
5.整机常规制造检验完成后,分段进行甲醇强度打压试验,完毕后最后进行低温液氮的充装试验,检验低温条件下撬装和鹤管系统的泄漏性能,并在低温情况下检验流量计、调节阀、切断阀等核心部件的低温可靠性。并进行仪表系统的低温控制性能检验,以验证仪表在低温条件下的控制可靠性。